Aunque el manejo de una impresora 3d en líneas generales es sencillo, muchas veces el estrés provocado por la inmediatez de una necesidad, la falta de mantenimiento de la máquina o incluso la falta de formación del operario pueden provocar averías.
Lo más importante en estos casos es examinar detenidamente la impresión fallida e intentar averiguar qué ha podido fallar.
Hemos creado una tabla para ayudarle a identificar las causas de la impresión fallida.

Autodesk Print Studio es un gran software gratuito para reparar mallas y preparar tus modelos para ser impresos en 3D. Está disponible para Windows y Mac. Para instalarlo siga estos pasos:
- Descargue el archivo de instalación de la página de Autodesk y siga las instrucciones de instalación.
- Descargue el script de parcheo para Windows y haga doble clic en el archivo Configure Print Studio.bat
- Ejecute el software y disfrute de él.
Nota: Print Studio no es compatible con actualizaciones posteriores de Windows 10 Creators.
Preparar correctamente los aparatos para imprimirlos en 3D es fundamental para que la impresión sea un éxito. Los aparatos dentales, debido a sus formas orgánicas, son a veces difíciles de sostener. Hemos preparado esta lista de reproducción para comprender cuál es la mejor manera de orientar y apoyar cada aparato en Print Studio.
Autodesk Print Studio es una herramienta estupenda y gratuita para reparar mallas, colocar objetos en el área de impresión, añadir soportes y, por último, exportar como STL con un tamaño de archivo razonable. Aquí te mostramos cómo instalar el software y parchearlo para Microlay Versus.
Comience a descargar el paquete de instalación

| wdt_ID | Symptoms | Causes | Fixes |
|---|---|---|---|
| 1 | • Supports were printed total or partially. • The part was pulled from the supports. • There are solid remains stuck on the bottom of the tank. | INCORRECT STL PREPARATION • Support tips not strong enough. • Not enough support density. | 1. Clean the tank and filter the resin. 2. Use a stronger supports, increase the radius of the tip support and reinforce the lowest area of the part adding manually some more supports. |
| 2 | • Nothing stuck on the platform and there are solid remains stuck on the bottom of the tank • The base of the supports or part is partially detached from side of the platform • Supports broken but NOT in the tip but in the post. | Levelling problems, the platform isn't coplanar with the bottom of the tank at the begining of the print. | 1. Clean the tank and filter the resin. 2. Check that FEP film is correctly installed and touching the glass base all around. 3. Check that there are no cured resin stuck on the platform nor the bottom of the tank 4. Run a levelling wizard |
| 3 | Model partially cured, some soft parts, print failed and there are solid remains stuck on the bottom of the tank | Wrong profile (not enough curing time) | 1. Check that you have used the right profile |
| 4 | Model partially cured, some soft parts, print failed and there are solid remains stuck on the bottom of the tank | Lamp is near of its useful like (not enough lamp power) *Only in DentalFab | 1. Replace the lamp of the projector |
| 5 | Model is oversized | Wrong profile (too long curing time) | 1. Check that you have used the right profile |
| 6 | The model was printed but the height on the Z axis is much larger or shorter | Incorrect SLC file generation | 1. Check that the layer height used for the SLC file generation are equal to the profile layer height |
| 7 | Nothing stuck on the platform nor the bottom of the tank | • DLP Light Engine failed • Lamp/LED failure | 1. Contact your distributor |
| 8 | Holes or Fractures | • Mesh issues • Orientation issues • Dust, fingerprints, resin leak or dirt in the light path | • Repair mesh • Change orientation, here are some clues: https://microlay.com/2018/07/10/playlist-mastering-print-studio-for-microlay-versus/ • Clean mirror (in case of the DentalFab), glasses and replace FEP film |
| 9 | Rashing and Ragging | • Dust, fingerprints, resin leak or dirt in the light path | • Clean mirror (in case of the DentalFab), glasses and replace FEP film |
| 10 | Shifting | Model prints with the layers appearing to shift back and forth, loose | • Check to see if your build platform is loose • Increase the supports post radius |

- Descarga e instala el software Asiga Stomp.
- Abra Stomp y el archivo STL.
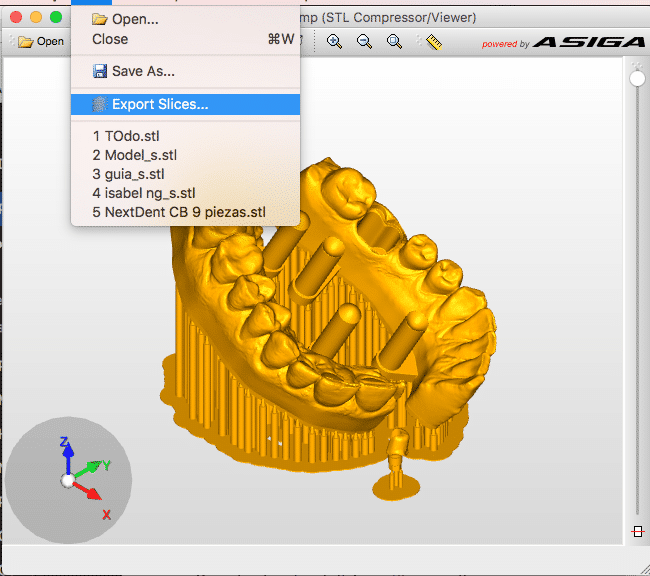
- Haga clic en File>Export Slices y elija un nombre para el archivo
Elija el grosor de capa deseado en función del perfil que desee utilizar, normalmente 0,05 mm para 50 micras o 0,1 mm para 100 micras.
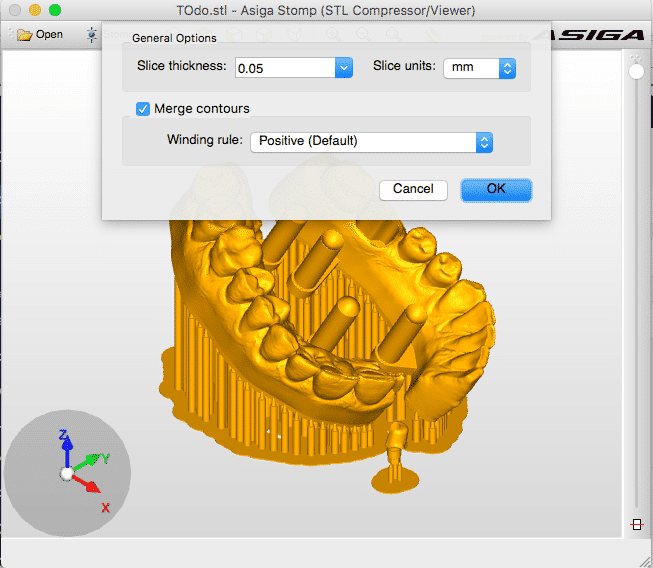
- Exportar fichero SLC, este tipo de fichero es compatible con las impresoras Microlay.


Existe cierta confusión respecto a las diferencias que podemos encontrar entre algunos modelos de impresoras 3D estereolitográficas o SLA que se están introduciendo dentro del sector dental, por un lado tenemos las impresoras que funcionan con laser como las de Formlabs (Form 1 y Form 2) y por otro lado aquellas que usan un proyector con tecnología DLP® o Digital Light Processing como la Microlay DentalFab. Aunque las dos usan el mismo principio de construir un modelo físico a partir de un archivo digital polimerizando (solidificando) resina con luz, aquí acaban los parecidos.
Velocidad de impresión
Para hacernos una idea de como es el sistema de impresión qué usan una y otra vamos a usar una comparación con algo que nos resulte más familiar como puede ser la impresión sobre un papel. Supongamos que queremos dibujar un cuadrado de 40mm de lado y tenemos un rotulador muy fino, tan fino como 140 micras, para dibujar dicho cuadrado relleno de tinta necesitaremos pasar la punta del rotulador tanto por el contorno como por el relleno, haciendo un simple cálculo necesitaríamos 267 pasadas para completar el dibujo, por lo tanto cuanto más grande sea el cuadrado más pasadas necesitamos dar con nuestro rotulador y más nos costará terminar el dibujo, este sería el caso de la impresora que funciona con un laser. En nuestro símil, el equivalente a un proyector DLP® sería usar un tampón del tamaño de toda la hoja para dibujar el mismo cuadrado, es decir de un solo golpe, esto hace que la complejidad del dibujo no afecte a la velocidad a la que lo estamos dibujando, invertiremos el mismo tiempo en dibujar un pequeño punto que en dibujar un complejo dibujo con miles de lineas.
Resolución
La resolución de una impresora laser en el plano XY (nuestra hoja en el ejemplo anterior) está limitada por el diámetro del punto laser, es decir es virtualmente imposible dibujar algo más pequeño que la punta de nuestro “rotulador». En la DentalFab, la máxima resolución la marca el tamaño del pixel. Si usamos un proyector con una resolución de 1920×1080 pixels (Full HD) y nos permite tener una resolución de 55 micras, es decir casi 3 veces mejor resolución que la mejor impresora laser. De esta forma es posible conseguir ajustes muy precisos en piezas tan exigentes como un puente o corona.
Además en un sistema laser, el haz de luz debe ser enfocado usando lentes para conseguir que el punto sea lo más pequeño posible, y esto sólo es posible de conseguir en una determinada zona de la superficie de impresión, generalmente en el centro, cuanto más alejado del centro, peor funcionará la impresora. Esto no ocurre en la DentalFab donde el enfoque es perfecto en toda la superficie.
Diversidad de Materiales:
Cada resina existente en el mercado tiene una composición afinada para que polimerice cuando incida sobre ella un luz que posea energía suficiente en una determinada longitud de onda o espectro. Los lasers usados en impresión 3D generalmente tienen una longitud de onda muy concreta en los 405nm, cualquier resina que necesite energía en una longitud de onda distinta no se verá afectada por este laser, por lo tanto si la resina no está especialmente formulada el resultado no será el adecuado. Las lámparas usadas en la proyección DLP puede tener picos en más de un espectro, tanto en ultravioleta como en luz visible y por tanto es mucho más tolerante a funcionar con cualquier resina. Los fabricantes de impresoras basadas en laser suelen ofrecer sus propias resinas optimizadas para su propia máquina, esto limita mucho las posibilidades y aplicaciones reales de la impresora, especialmente en un momento donde es clave la aparición de nuevos materiales por parte de multitud de equipos de investigación.
Mantenimiento:
En la DentalFab el número de partes mecánicas en movimiento para la impresión se limita al motor del eje Z. Un sistema basado en laser necesita además de los dos diodos laser (de vida limitada), dos motores controlando la inclinación de los dos espejos y un driver para controlar el sistema. Generalmente la vida de este sistema es más imprevisible y las posibilidades de un fallo prematuro son mayores que el de la una lámpara UHP del proyector de la DentalFab que puede llegar a ser de hasta 10000 horas y cuyo coste de recambio es menor a los 150€.
En Microlay pensamos que el sector dental exige el máximo de cada tecnología y por tanto creemos que las herramientas usadas deben estar a la altura. Lo barato a la larga suele ser más caro.





Recent Comments